» Que le métal emboutit-il ?
Que le métal emboutit-il ?
Les fondements de l'estampillage en métal
L'estampillage en métal est un processus de fabrication employé pour convertir les feuillards plats en formes spécifiques. C'est un processus complexe qui peut inclure un certain nombre de métal formant des techniques — masquant, poinçonnant, se pliant et perçant, pour appeler quelques uns.
Il y a des milliers de sociétés à travers les États-Unis qui offrent le métal emboutissant des services pour fournir des composants pour des industries dans des véhicules à moteur, aérospatial, médical, et d'autres marchés. Car les marchés globaux évoluent, il y ont un besoin escaladé de grandes quantités rapide-produites de pièces complexes.

L'estampillage en métal est une solution rapide et rentable pour ce besoin de fabrication de grand-quantité. Les fabricants qui ont besoin des pièces en métal embouties pour un projet recherchent généralement trois qualités importantes :
- /durability de haute qualité
- Coût bas
- Temps de rotation rapide
Le guide suivant illustre les pratiques et les formules généralement utilisées dans le métal emboutissant le processus de conception et inclut des astuces pour incorporer des considérations de réduction des coûts aux pièces.
Estampillage des fondements
L'estampillage — pressing également appelé — implique de placer le métal de feuille à plat, sous la bobine ou la formule en blanc, dans une presse de estampillage. Dans la presse, un outil et meurent la forme extérieure le métal dans la forme désirée. Le poinçon, masquer, se plier, inventer, graver, et brider en refief sont tous qui emboutissent des techniques employées pour former le métal.
Avant que le matériel puisse être formé, l'estampillage des professionnels doit concevoir l'outillage par l'intermédiaire de la technologie d'ingénierie de CFAO. Ces conceptions doivent être aussi précises que possible d'assurer à chacun le poinçon et la courbure maintient le dégagement approprié et, en conséquence, la qualité optimale de partie. Un modèle simple de l'outil 3D peut contenir des centaines de pièces, ainsi le processus de conception est souvent tout à fait complexe et long.
Une fois que la conception de l'outil est établie, un fabricant peut employer un grand choix d'usinage, le meulage, fil EDM et d'autres services de fabrication pour accomplir sa production.
Types d'estampillage en métal
Il y a trois types importants de métal emboutissant des techniques : progressif, fourslide et aspiration profonde.
Matriçage progressif
Le matriçage progressif comporte un certain nombre de stations, chacune avec une fonction unique.  D'abord, le métal de bande est des feds par une presse de estampillage progressive. La bande se déroule solidement d'une bobine et dans la presse de matrice, où chaque station dans l'outil puis exécute une coupe, un poinçon, ou une courbure différent. Les actions de chaque station successive s'ajoutent sur le travail des stations précédentes, ayant pour résultat une cloison réalisée.
D'abord, le métal de bande est des feds par une presse de estampillage progressive. La bande se déroule solidement d'une bobine et dans la presse de matrice, où chaque station dans l'outil puis exécute une coupe, un poinçon, ou une courbure différent. Les actions de chaque station successive s'ajoutent sur le travail des stations précédentes, ayant pour résultat une cloison réalisée.
Un fabricant pourrait devoir à plusieurs reprises changer l'outil sur une presse simple ou occuper un certain nombre de presses, chaque une action de exécution exigée pour une cloison réalisée. Même utilisant les presses multiples, des services de usinage secondaires ont été souvent exigés pour accomplir vraiment une cloison. Pour cette raison, le matriçage progressif est la solution idéale pour des pièces en métal avec la géométrie complexe à se réunir :
- Un revirement plus rapide
- Abaissez le coût de la main-d'oeuvre
- Une longueur plus courte de course
- Une répétabilité plus élevée
Estampillage de Fourslide
Fourslide, ou multi-glissière, implique l'alignement horizontal et quatre glissières différentes ; en d'autres termes, quatre outils sont utilisés simultanément pour former l'objet. Ce processus tient compte des coupes complexes et le complexe se plie pour développer même les pièces les plus complexes.
L'estampillage en métal de Fourslide peut offrir plusieurs avantages par rapport à l'estampillage traditionnel de presse qui lui font un choix idéal pour beaucoup d'applications. Certains de ces avantages incluent :
- Polyvalence pour des pièces plus complexes
- Plus de flexibilité pour des changements de conception
Pendant que son nom implique, un fourslide a quatre glissières — la signification que jusqu'à quatre outils différents, un par glissière, peuvent être employé pour réaliser les courbures multiples simultanément. Pendant que le matériel introduit dans un fourslide, il est plié dans la succession rapide par chaque axe qui est équipé d'un outil.
Estampillage profond d'aspiration
L'étirage profond implique de tirer un blanc de tôle dans la matrice par l'intermédiaire d'un poinçon, la façonnant en une forme. La méthode désigné sous le nom « de l'étirage profond » quand la profondeur de la partie tirée dépasse son diamètre. Ce type de formation est idéal pour la création des composants qui ont besoin de plusieurs séries de diamètres et sont une alternative rentable aux processus de rotation, qui exigent typiquement utilisant les matières premières plus hautes. Les applications communes et les produits faits à partir de l'étirage profond incluent :
- Pièces d'automobile
- Pièces d'avions
- Relais électroniques
- Ustensiles et cookware
Estampillage à court terme
L'estampillage à court terme en métal exige des dépenses franches minimales d'outillage et peut être une solution idéale pour des prototypes ou de petits projets. Après que le blanc soit créé, les fabricants emploient une combinaison des composants faits sur commande d'outillage et meurent des insertions à plier, poinçonnent ou forent la cloison. La coutume formant des opérations et une plus petite taille de course peut avoir comme conséquence une charge plus élevée de par-morceau, mais l'absence des coûts d'outillage peut faire plus rentable à court terme pour beaucoup de projets, particulièrement ceux qui exigent le revirement rapide.
Outils de fabrication pour l'estampillage
Il y a plusieurs étapes en produisant l'estampillage en métal. La première étape est concevante et fabriquante l'outil réel utilisé pour créer le produit.
Jetons un coup d'oeil à la façon dont ce premier outil est créé : Stockez la disposition de bande et concevez : Un concepteur emploie est habitué à concevoir la bande et à déterminer des dimensions, des tolérances, la direction d'alimentation, la minimisation de chute et plus.
L'acier à outils et meurent usinage d'ensemble : La commande numérique par ordinateur assure un de plus haut niveau de la précision et de la répétabilité pour même les matrices les plus complexes. L'équipement comme 5 moulins de commande numérique par ordinateur d'axe et machines du fil EDM peut couper les aciers à outils durcis avec des tolérances extrêmement serrées.
Traitement secondaire : Le traitement de la chaleur est appliqué aux pièces en métal pour augmenter leur force et pour les rendre plus durables pour leur application.
Le meulage est employé pour finir des pièces exigeant l'exactitude élevée de qualité extérieure et de dimension.
Fil EDM : Matériaux de usinage en métal de formes de décharge électrique de fil avec un fil électrique-chargé du fil en laiton. Le fil EDM peut couper les formes les plus complexes, y compris de petits angles et découpes.
Métal emboutissant des processus de conception
L'estampillage en métal est un processus complexe qui peut inclure un certain nombre de métal formant des processus — masquant, poinçonnant, se pliant, et perçant et plus. Masquer : Ce processus est au sujet de couper le contour ou la forme approximatif du produit. Cette étape est au sujet de réduire au minimum et d'éviter les bavures, qui peuvent conduire vers le haut du coût de votre partie et prolonger le délai d'exécution. L'étape est où vous déterminez le diamètre de trou, la géométrie/chandelle, l'espacement entre le bord-à-trou et insère la première perforation.  Recourbement : Quand vous concevez les courbures dans votre pièce emboutie en métal, il est important de tenir compte d'assez de matériel — veillez à concevoir votre partie et son blanc de sorte qu'il y ait assez de matériel pour exécuter la courbure. Quelques facteurs importants à se rappeler :
Recourbement : Quand vous concevez les courbures dans votre pièce emboutie en métal, il est important de tenir compte d'assez de matériel — veillez à concevoir votre partie et son blanc de sorte qu'il y ait assez de matériel pour exécuter la courbure. Quelques facteurs importants à se rappeler :
- Si une courbure est rendue trop proche du trou, elle peut devenir déformée.
- Des entailles et les étiquettes, aussi bien que les fentes, devraient être conçues avec les largeurs qui sont au moins 1.5x l'épaisseur du matériel. Si rendu plus petit, elles peuvent être difficiles de créer en raison de la force exercée sur des poinçons, les faisant casser.
- Chaque coin dans votre conception vide devrait avoir un rayon qui est au moins moitié de l'épaisseur matérielle.
- Pour réduire au minimum des exemples et la sévérité des bavures, évitez les coins pointus et les coupes-circuit complexes si possible. Quand de tels facteurs ne peuvent pas être évités, soyez sûr de noter la direction de bavures dans votre conception ainsi ils peuvent être pris en considération pendant l'estampillage
Invention : Cette action est quand les bords d'une pièce emboutie en métal sont frappés pour aplatir ou casser les bavures ; ceci peut créer un bord beaucoup plus doux dans le secteur inventé de la géométrie de pièce ; ceci peut également ajouter la force supplémentaire aux superficies localisées de la pièce et ceci peut être utilisé pour éviter le processus secondaire comme l'ébavurage et le meulage. Quelques facteurs importants à se rappeler :
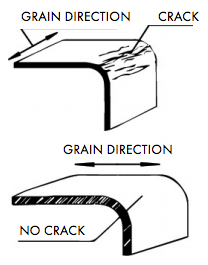
- Plasticité et direction de grain – la plasticité est la mesure de déformation permanente qu'un matériel subit une fois soumis à la force. Il est plus facile former des métaux avec plus de plasticité. La direction de grain est importante en matériaux de haute résistance, tels que les métaux et l'acier inoxydable gâchés. Si une courbure va le long du grain d'un de haute résistance, elle peut être à fissuration encline.
- Taille de courbure – la hauteur hors-tout d'une courbure a des conditions minimum d'être formé effectivement et devrait être au minimum, 2.5x l'épaisseur du matériel + le rayon de la courbure
- Soulagement de courbure – ajoutez les petites entailles placées immédiatement à côté de la partie de la pièce à plier — elles devraient être un minimum deux fois de plus larges que le matériel est épais, et tant que le rayon de cintrage plus l'épaisseur matérielle.
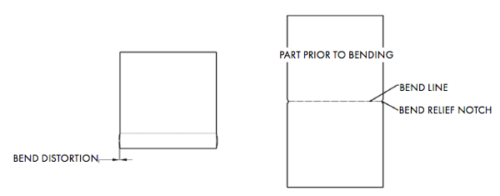 Déformation/protubérance de courbure : L'enflement provoqué par déformation de courbure peut être aussi grand que le ½ l'épaisseur matérielle. À mesure que l'épaisseur matérielle augmente et les diminutions de rayon de cintrage la déformation/protubérance devient plus grave. Web et « disparité » de transport coupés : C'est coupe-dans le moment où très un léger ou une bosse- sur la pièce est exigé et est en général environ .005" profondément. Cette caractéristique n'est pas nécessaire en utilisant le composé ou le transfert dactylographient l'outillage mais sont exigés en utilisante progressive meurent en usinant.
Déformation/protubérance de courbure : L'enflement provoqué par déformation de courbure peut être aussi grand que le ½ l'épaisseur matérielle. À mesure que l'épaisseur matérielle augmente et les diminutions de rayon de cintrage la déformation/protubérance devient plus grave. Web et « disparité » de transport coupés : C'est coupe-dans le moment où très un léger ou une bosse- sur la pièce est exigé et est en général environ .005" profondément. Cette caractéristique n'est pas nécessaire en utilisant le composé ou le transfert dactylographient l'outillage mais sont exigés en utilisante progressive meurent en usinant. 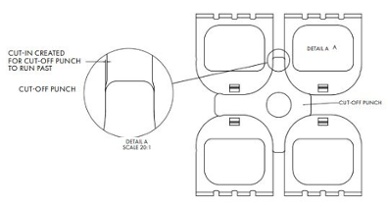
Estampillage fait sur commande en métal
L'estampillage fait sur commande en métal décrit le métal formant les processus qui exigent de l'outillage fait sur commande et des techniques de produire des pièces spécifiques par le client. Un large éventail d'industries et d'applications utilisent la coutume emboutissant des processus pour répondre aux besoins à fort débit de production et assurer toutes les pièces répondez aux caractéristiques précises.
Métal fait sur commande emboutissant des projets
Les ingénieurs d'études peuvent travailler à un large éventail de métal emboutissant des projets pour des clients à travers de diverses industries. Pour illustrer mieux la polyvalence de la coutume a embouti des pièces en métal, nous ont décrit quelques projets récents accomplis par les ingénieurs des esi ci-dessous.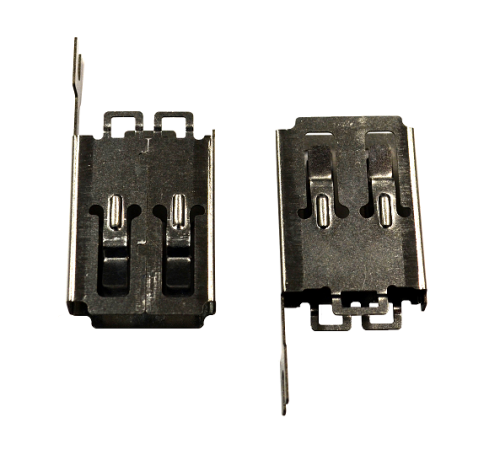
Pièce emboutie par coutume pour l'équipement de surveillance essentiel dans l'industrie médicale
Un client dans l'esi approché d'industrie médicale au timbre fait sur commande en métal par partie qui serait employée comme ressort et bouclier de l'électronique pour l'équipement de surveillance essentiel dans le domaine médical.
- Ils ont eu besoin d'une boîte d'acier inoxydable avec des configurations d'étiquette de ressort et avaient le problème trouvant un fournisseur qui fournirait une conception de haute qualité à un prix abordable dans une chronologie raisonnable.
- Pour accepter la demande unique du client de plaquer seulement une extrémité de la pièce — plutôt que la partie entière — nous partnered avec une industrie-principale société d'étamage qui pouvait développer un simple-bord avancé, processus sélectif d'électrodéposition.
l'esi pouvait répondre aux exigences complexes de conception utilisant un matériel empilant la technique qui nous a permise de couper beaucoup de blancs de partie immédiatement, limitant des coûts et réduisant des délais d'exécution.
Prise électrique emboutie pour une application de câblage et de câble
Dans un autre exemple, nous avons été invités à remodeler une couverture existante de prise électrique ; le client, systèmes de câble de CAF, recherchait un produit plus de haute qualité à un prix inférieur avec des délais d'exécution plus courts.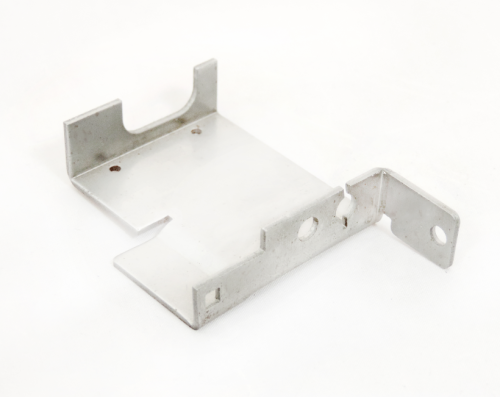
- La conception était fortement complexe ; ces couvertures ont été censées pour être utilisées comme câbles de guirlande à l'intérieur de dans-plancher et de caniveaux électriques sous le plancher ; donc, cette application a en soi présenté des limitations strictes de taille.
- Le processus de fabrication était compliqué et cher, comme certains des travaux du client ont exigé une couverture entièrement réalisée et d'autres n'ont pas fait — la signification du CAF avait créé les pièces dans deux morceaux et les avait soudés ensemble une fois nécessaire.
- Travaillant avec une couverture de connecteur témoin et un outil simple fournis par le client, notre esi à l'esi pouvait au désosser la pièce et son outil. D'ici, nous avons conçu un nouvel outil, que nous pourrions utiliser dans notre presse progressive de matriçage de bonheur de 150 tonnes.
- Ceci nous a permis de fabriquer la partie dans l'une seule pièce avec les composants interchangeables, plutôt que la fabrication deux morceaux distincts comme le client avait fait.
Ceci a tenu compte des économies significatives — 80% outre du coût de 500 000 parts d'ordre — aussi bien que d'un délai d'exécution de quatre semaines plutôt que 10.
Coutume emboutissant pour les airbags des véhicules à moteur
Un client des véhicules à moteur a eu besoin d'un canon isolant de haute résistance et pression-résistant en métal pour l'usage dans des airbags de fourgons de transit de Ford.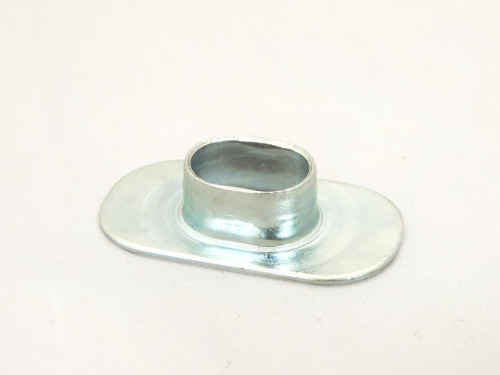
- Avec des 34 millimètres X 18 millimètres X 8 millimètres d'aspiration, le canon isolant requis pour maintenir une tolérance de 0,1 millimètres, et le processus de fabrication ont dû adapter à l'étirage unique de matériel inhérent à l'application finale.
- En raison de sa géométrie unique, le canon isolant ne pourrait pas être produit utilisant l'outillage de presse de transfert et son aspiration profonde a présenté un défi unique.
A construit des 24 outils progressifs de station pour assurer le développement approprié de l'aspiration et a employé l'acier de DDQ avec l'électrodéposition de zinc pour assurer la force optimale et la résistance à la corrosion. L'estampillage en métal peut être employé pour créer les pièces complexes pour un immense choix d'industries. Curieux pour apprendre plus au sujet du divers métal fait sur commande emboutissant des applications que nous avons travaillées dessus ? Visitez notre page d'études de cas, ou atteignez à l'esi d'esi directement pour discuter vos besoins uniques avec un expert.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!